


























Mastering processes: all-rounders for milling
04.08.2022
Groove milling, parting off and gear cutting: these are just three processes that the circular interpolation milling system from Paul Horn GmbH accomplishes productively. As a true all-rounder, the extensive tool portfolio of this tool system tackles several other milling tasks as well. It can be used from an inside diameter of 8 mm for precise boring, for slot milling of narrow grooves from a width of 0.2 mm or for milling splines. The system has proven to be a problem solver in its numerous standard variants, as well as in special custom shapes for other milling processes.
The circular milling system from Horn offers the user a number of advantages: it is fast, reliable and achieves good surface finish. The tool, which is interpolated on a helical path, plunges into the material either at an angle or almost horizontally. This makes it possible, for example, to produce threads reproducibly to high quality. Compared to machining with indexable inserts for larger diameters or solid carbide cutters for smaller diameters, circular milling is generally more economical. Circular milling cutters have a wide range of applications. They machine steel, special steels, titanium, aluminium and special alloys. The precision tools are particularly suitable for groove milling, circular interpolation of holes, thread milling, T-slot milling, profile milling and gear cutting. However, they are also effective in special applications such as milling sealing grooves or machining connecting rods.
Milling of splines
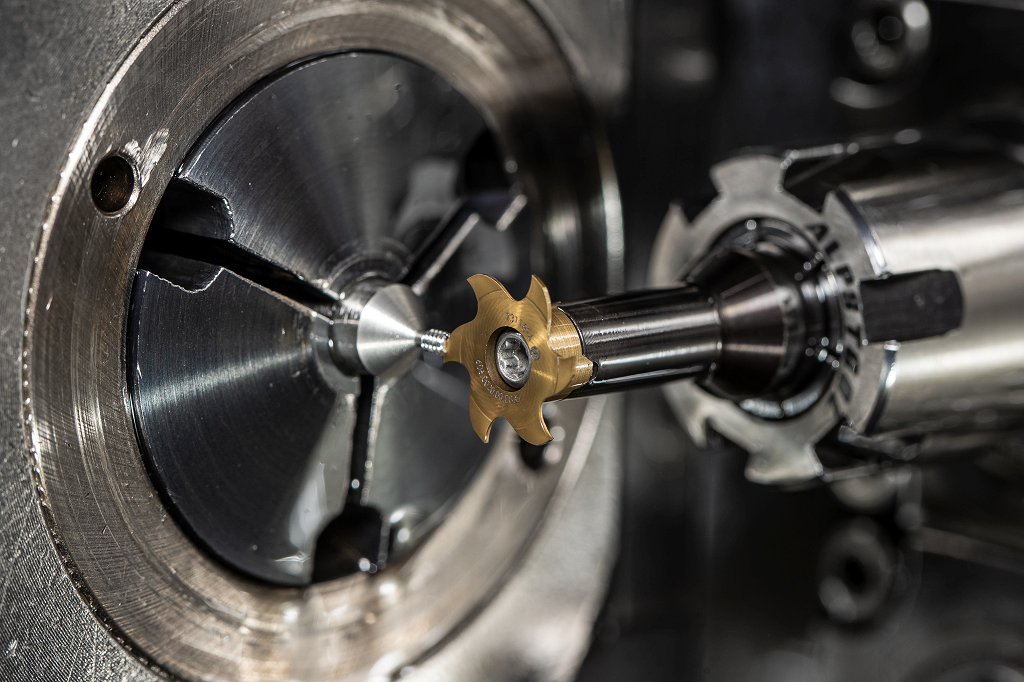
The production of splines on a drive shaft had the potential for improvement. The shaft, which is 200 mm in diameter, almost 5,000 mm long and weighs around 600 kg, is used in the construction of large engines. The user previously had the teeth machined externally. Horn suggested that the spline teeth be machined using its 635 circular milling system in the same set-up as the turning operation. The special profile of the tool's six teeth matches the nominal profile of the tooth flanks on the workpiece. The overhang of the tool is long due to the cutting conditions but the vibration-damping solid carbide shank means there are no problems with tool vibration. All Horn tools for circular milling have an internal coolant supply. The precise interface between shank and insert allows micron-accuracy concentricity and run-out of the insert during changeover. Roughing and finishing are done with the same tool. In addition to the significantly faster production time and the elimination of subcontracting out production, the quality of the splines has also increased.
 The Horn milling system provides vibration-free cutting even with a long overhang. Source: HORN/Sauermann
The Horn milling system provides vibration-free cutting even with a long overhang. Source: HORN/Sauermann
Slot milling in micromachining
Another application example is the machining of a valve component. The workpiece has a diameter of 1.6 mm and a length of around 3 mm. To enable the valve to be adjusted, a 0.3 mm wide by 0.5 mm deep slot has to be milled on the face of the component. The user previously machined the slot with a fine HSS saw blade. However, the variable stability of the process offered the potential for improvement. Horn solved this problem with its 606 milling system. The six-edged insert with a cutting width of 0.3 mm provided the user a secure milling process.
 Slot milling with the 606 circular milling system. Source: HORN/Sauermann
Slot milling with the 606 circular milling system. Source: HORN/Sauermann
Horn has expanded the circular milling system to include tools for producing narrow grooves. The enlargement of the tool system offers the user the possibility to produce narrow grooves less expensively. Horn supplies the tools in cutting widths from 0.25 mm to 1 mm as standard, depending on the diameter. The maximum milling depth tmax is between 1.3 mm and 14 mm, also depending on the tool diameter. Subject to the material to be machined, the cutting inserts are available with different coatings. The solid carbide tool shank, due to its mass, ensures vibration damping during milling. All variants of the tool are equipped with an internal coolant supply.
 A large selection of diameters and different numbers of teeth as well as of cutting widths characterise the circular milling system from Horn. Source: HORN/Sauermann
A large selection of diameters and different numbers of teeth as well as of cutting widths characterise the circular milling system from Horn. Source: HORN/Sauermann
These are just two application examples of the many possibilities offered by the Horn circular milling system. The flexibility in the design of the cutting edges, the precise interface between the cutting insert and the shank, the numerous diameter variants as well as the different numbers of teeth that may be milled per insert characterise this tool system.
Source: www.phorn.de