


























User Report Bothner - Compensating 4-jaw clamping
04.01.2018
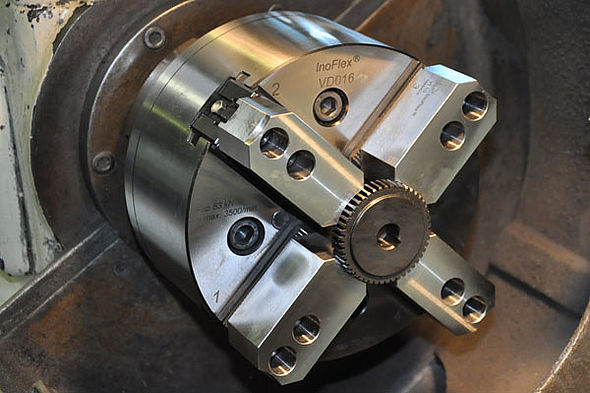
InoFlex® clamps gear wheels with µm precision
InoFlex mit ZahnradBothner Verzahnungstechnik is a company with a successful history going back more than 90 years. Founded in 1918 by its eponym, the company sees positive development through to early 2000. For decades, its policy of specialising in the production of gear wheels proves to be simply perfect. The subsequently added business units for gear assembly and optical machinery also develop well. The great know-how and in particular also the experience of Managing Directors Dietmar Fehst and Gerhard Klemm ensure that customers no longer need to have any worries even in the case of apparently hopeless gear failure.
Their slogan: Bothner Verzahnungstechnik always finds a solution for old and new gear wheels.
The task facing Bothner is one of those challenges confronting many gear wheel manufacturers. How can I make sure that a drilled hole will be round again after heat treatment?
Usually, heat treatment causes distortion of the gear wheel so that its concentric accuracy will be outside the required tolerance. The use of a rigid, centric clamping 3-jaw chuck nearly always leads to a situation where one of the three jaws will be in contact at the highest point of the part so that the part is shifted eccentrically until the other jaws are in contact. The applied pressure during clamping presses the part elastically into the contour of the jaw, causing deformation. On releasing the pressure, the part returns to its original shape so that the ground hole is in an unround position that is eccentric to the outer contour.
Bothner solved the problem by using two dials to gauge every gear wheel on the 3-jaw chuck fitted to the grinding machine. This took up a great deal of time and was very tedious.
During a site visit, Jens Bollmann from HWR Spanntechnik GmbH told the customer how to solve the problem: with InoFlex®, the compensating 4-jaw chuck. Following the initially sceptical query as to how this could possibly work, already the first trial on the grinding machine generated an enthusiastic reaction. The very first gear wheels were produced in H6 quality with considerably reduced workload. Now a self-compensating centric clamping 4-jaw InoFlex® chuck brings the gear wheel into a centric position and ensures it is not clamped until after centring with absolutely identical clamping force for each jaw. This means that the hole is always in the centre in relation to the outer contour of the part, with the use of four jaws improving roundness by a factor of 9. Similarly, the deformation tendency is also clearly reduced as the jaw spacing is 30° less than in 3-jaw chucks.
Bothner now plans to extend the use of compensating clamping in the production process. Lathing and milling are the same tasks so that the company management sees scope for a considerable improvement in production as a result of using the InoFlex® chuck. Here it is the "quality of parts, convenience aspects for the staff and the drastically reduced time required that are of crucial significance."
Life at the machine has also become much easier for machine operator Mr Kupzcyk. The tedious gauging and constant need to check the parts is now a thing of the past. Process reliability is much higher.
The cost effectiveness of the solution was also a positive surprise for Bothner: the chuck only costs €2,100, an investment that will be quickly recuperated.
www.hwr.de
www.mjm.si